
 Türkçe
Türkçe









Ultrasonik Plastik Kaynak Analizi
Ultrasonik Plastik Kaynak Analizi
Prensip:
ultrasonik mekanik titreşim (frekans 10-70 KHz, genlik 1-250 μm) Basınç altında yerel ısıtma üretmek için plastik parçalara uygulanır (ısı yüzey ve intermoleküler yüzeylerin birleşik etkisine bağlıdır. sürtünme) ve eritme Formu A Kaynak. Gösterildiği gibi, ultrasonik kaynak işlemi dörte ayrılır. Aşamaya ayrılır.
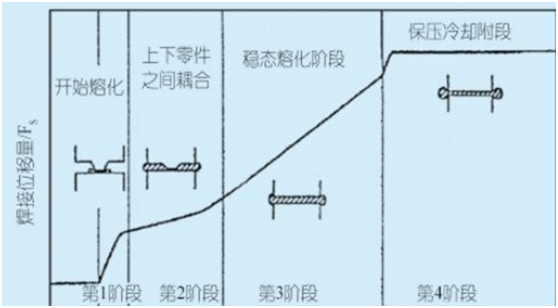
Aşama 1: Boynuz, kısımla temas halindedir, basınç uygulayarak titreşim. Sürtünme ısısı, enerji kılavuz kaburgalarını yayar ve çözelti bağlanma içine akar. Yüzey. İki parça arasındaki mesafe azaldıkça, kaynak miktarı ( eriyik akışından dolayı iki parça arasındaki mesafe) azalır. Başlangıçta kaynak deplasmanının miktarı hızla artar ve daha sonra erimiş enerji kılavuzluğu kaburga yayılır ve daha düşük bölümün yüzeyini temas eder. Katı sürtünme aşamasında, ısı, iki yüzey arasındaki sürtünme enerjisi ve bölümdeki iç sürtünme ile ısı üretilir. Sürtünme ısı, polimer malzemesinin erimeden ısınmasına neden olur. Noktaya Isı miktarı, eylem, genlik ve basınç sıklığına bağlıdır.
Sahne 2: Erime oranı içindeki bir artış, kaynak yer değiştirmesi miktarında bir artışa ve iki parçanın yüzeyleri arasındaki temas halinde bir artışa neden olur. Parçalar Bu aşamada, ince bir erimiş katman oluşur ve sürekli ısı nedeniyle erimiş tabakanın kalınlığı arttırılır. Üretim. Bu aşamadaki ısı viskoz ile üretilir Dağılım.
Sahne 3: Kaynaktaki çözelti katmanının kalınlığı aynı kalır ve sabit bir sıcaklık dağılımı, sabit durum eritme ile birlikte eşlik eder.
Aşama 4: Bir zaman diliminden sonra veya belirli bir enerjiye, güç seviyesine veya mesafeye ulaştıktan sonra, güç kaynağı kapatılır, ultrasonik titreşim durdurulur ve dördüncü aşama başladı. Basınç korunur ve ekstra çözeltinin bazıları eklemi dışarıya sıkılır. Maksimum yer değiştirme miktarı ulaşıldı Kaynak soğutulur ve katılaşmış ve intermoleküler difüzyon meydana gelir.
 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
İçin Ürünlerimiz veya fiyat listemiz hakkında sorular, lütfen bize bırakın ve 24 saat içinde bağlantıda olacağız.





© Telif hakkı: 2026 Hangzhou Altrasonic Technology Co.,Ltd Her hakkı saklıdır

IPv6 Ağ desteği
wechat 'e tara



