
 Türkçe
Türkçe









Ultrasonik işleme tanıtımı
Ultrasonik işleme çalışma prensibi
Şekil ultrasonik işleme çalışır. Jeneratör olarak da bilinen elektronik osilatör ve amplifikatör, düşük frekanstan mevcut elektrik enerjisini dönüştürür. Yüksek frekanslı Transducer'a sağlanan 20 KHz siparişinin gücü.
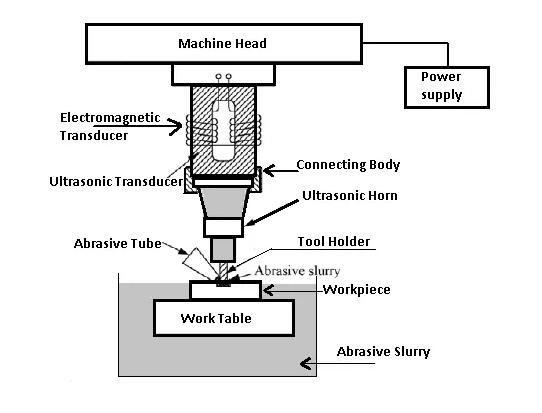
Dönüştürücü, MAGNETRON tarafından çalışır. Tedarikçi. Yüksek frekans Güç kaynağı, manyetostriktive üzerindeki yığınını etkinleştirir aracın uzunlamasına titreşimli hareketini üreten malzeme. Bu titreşimin genliği kesim için yetersizdir amaçlar. Bu Bu nedenle, penetran aletine, aracın arzında istenen genliğin yoğun bir titreşimini sağlayan mekanik bir odaklama cihazı aracılığıyla iletilir.
Mekanik odaklama cihazı bazen bir hız olarak adlandırılır Transformatör. Bu konik bir sap ya da denilen bir 'korna'. Bu Üst ucu, manyetostriktive, alt yüzüne sıkıştırılmış veya lehimlidir. Malzeme. Alt ucu, aracı güvence altına almak için araçlarla birlikte verilir.
Hepsi Bunlar Düşük karbonlu takımlar dahil parçalar veya istenen boşluğun şekline paslanmaz çelik, bir elastik gövde, titreşimleri aracın ucuna iletir.
Yaygın olarak kullanılan aşındırıcılar
Alüminyum Oksit (Alümina), Bor Karbür, Silikon Karbür ve Diamond Toz. Bor en pahalı aşındırıcı malzemedir ve en iyi tungsten karbürün, takım çeliği ve taşlar. Silikon en çok uygulamayı bulur. İçin Cam ve seramik kesme, Alümina, en iyisi olarak bulunur. En iyisidir.
Aşındırıcı bulamaç, iş takımına yayılır Arayüz Pompalama. Soğutucu bir soğutma sistemi, aşındırıcı bulamacın 5 ila 6'lık bir sıcaklığa soğutmak için kullanılır. ° C. İyi bir yöntem, bulamacın kesim bölgesinde banyoda tutmaktır. Bölge
Aşındırıcı büyüklüğü 200 grit ile 3 arasında değişmektedir. 2000 Grit. Kaba notlar kaba işlemek için iyidir, oysa 1000 grit, bitirme için 1000 grit olarak kullanılmış olan daha ince notlar. taze aşındırıcılar daha iyi kesilmiş ve bulamaç, periyodik olarak değiştirilebilir
kesinlik
Yumuşak seramikler gibi yumuşak ve kırılgan malzemelerde maksimum penetrasyon hızı, 20 mm min, ancak sert ve zorlu malzemeler için, penetrasyon hızı daha düşüktür. Boyutsal doğruluk T0.005 mm mümkündür ve yüzey ra değerine indirilir. 0.1-0.125 mikron olabilir elde edilebilir.
Minimum Köşe Yarıçapı 0.10 mm bitirmek mümkündür işleme. Usm boyutları aralığı Makineler, 2 KW'a kadar girişi yapan ağır makinelere yaklaşık 20 w girişine sahip olan hafif taşınabilir tipten değişir. KW
Sürecin Sınırlamaları
Sürecin ana sınırlaması nispeten düşük metal kesimidir. Fiyatlar. Maksimum metal çıkarma oranı 3'tür. MM® / S ve güç tüketimi Yüksek. Silindirik deliklerin derinliği şu anda sınırlıdır 2.5 Aracın çapının çarpması.
Aletin takılması deliğin açısını arttırırken, keskin köşeler olur. Yuvarlak. Bu Tool Replasman'ın doğru körlerin üretilmesinde önemli olduğunu ima eder. Ayrıca, işlem sınırlıdır, mevcut formunda, nispeten küçük yüzeylerde makineye. Boyutu
Son gelişme
Son zamanlarda ultrasonik işlemede yeni bir gelişme, elmas tozu ile emprenye edilmiş bir aracın kullanıldığı ve bulamaç olmadığı ve bulamaç kullanıldığı yerlerde yer aldı. Araç, ultrasonik frekanslarda olduğu gibi salınır. Döndürülmüş. Eğer İş parçasının yapabileceği takımı döndürmek mümkün değildir. Döndürülmüş.
Bu İnovasyon, konvansiyonel sürecin dezavantajlarından bazılarını derinlemesine çıkardı. delikler. İçin Örnek olarak, delik boyutları +0.125 mm. Geleneksel İşlemde yaşandığı gibi işleme oranına düşmeden seramiklere 75 mm derinliğe kadar delinmiştir.
Ultrasonik işleme uygulaması
Sürecin basitliği, çok çeşitli uygulamalar için ekonomik hale getirir AS:
·Bir aracın yapabileceği herhangi bir şeklin yuvarlak deliklerini ve deliklerini tanıtmak İş parçasını hareket ettirerek elde edilebilen şekiller aralığı artırılabilir Kesme.
·Hem iletken olmayan tüm malzemelerdeki sondaj, taşlama, profilleme ve frezeleme işlemleri gibi işleme işlemlerinde.
·işleme cam, seramik, tungsten ve diğer sabit karbür, sentetik gibi değerli taşlar Ruby
·İş parçasını veya aracını yaklaşık olarak döndürerek ve çevirerek sert metallerden ve alaşımlardan yapılmış bileşenlerde dişlileri keser.
·Tungsten karbür ve elmas tel çekme, dövme ve ekstrüzyon için ölür ve ölür. İşlemler.
·Bir diş hekiminin, herhangi bir acı yaratmadan dişler üzerinde herhangi bir şekilde herhangi bir şekilde bir delik açmasını sağlamak.
·Son derece sert ve kırılgan malzemeler kolayca kullanılabilir işlenir.
·Son derece doğru profiller ve iyi yüzey kaplaması kolayca elde edilebilir.
·İşlenmiş iş parçası ücretsizdir Stresler.
·Metal çıkarma oranı düşük.
·Pratik olarak işlemde ısı üretimi nedeniyle, iş materyalinin fiziksel özellikleri devam etmektedir. Değişmez.
·Operasyon gürültüsüz.
·Ekipmanın çalışması oldukça güvenlidir.
 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
İçin Ürünlerimiz veya fiyat listemiz hakkında sorular, lütfen bize bırakın ve 24 saat içinde bağlantıda olacağız.





© Telif hakkı: 2026 Hangzhou Altrasonic Technology Co.,Ltd Her hakkı saklıdır

IPv6 Ağ desteği
wechat 'e tara



